The aluminium industry is an important sector of the UK manufacturing economy, contributing £9.4 billion GVA and employing 108,000 FTEs up and down the supply chain, according to The Aluminium Federation’s 2024 industry report. After years of decline, UK production volumes have shrunk, and the UK now imports the majority of the aluminium we use (882,503 tonnes of aluminium were imported in 2024) into the construction, transport, packaging and industrial sectors.
Anodised aluminium specifically remains one of the most popular substrates specified for asset identification plates on UK and EU industrial programmes. For procurement and QA departments specifying labels for serialised assets, the debate rarely centres around whether to use anodised aluminium. Rather, it’s which anodising process to use, which layer of protection and which surface treatment to specify.
This is a practical UK and EU guide to understanding anodised aluminium as an asset identification substrate. We explain what the process actually does, why it lasts and how to benchmark it against the competition.
Buying guide
Anodised aluminium plate buying guide
The label is usually the cheapest part of asset identification — replacement cycles, access labour and compliance risk are what actually drive lifetime cost. Answer five questions about your programme to see which cost factors will dominate yours, and whether a one-fit anodised plate or a replaceable label is the right starting point.
01How long will the asset be in service?
02What environment does it live in?
03How hard is it to reach the asset to re-label it?
Think technician time: finding the asset, removing the old label, applying and re-registering the new one.
04Which compliance regime applies?
05Is the asset refurbished or resurfaced in service?
Answer all five to see your cost-driver profile.
Profile complete. Change any answer to update the result.
Your starting point
Specialist: ceramic tags or direct part marking
Anodised aluminium plate (Metalphoto®)
Premium polyester labels — review against anodised
Standard polyester labels
Paint-strip, shot-blast and resurfacing cycles destroy applied labels of every kind. Ceramic tags are built to survive strip-and-recoat processes, and direct part marking (laser or dot peen DataMatrix, graded to ISO/IEC 29158:2020) puts the identity in the part itself.
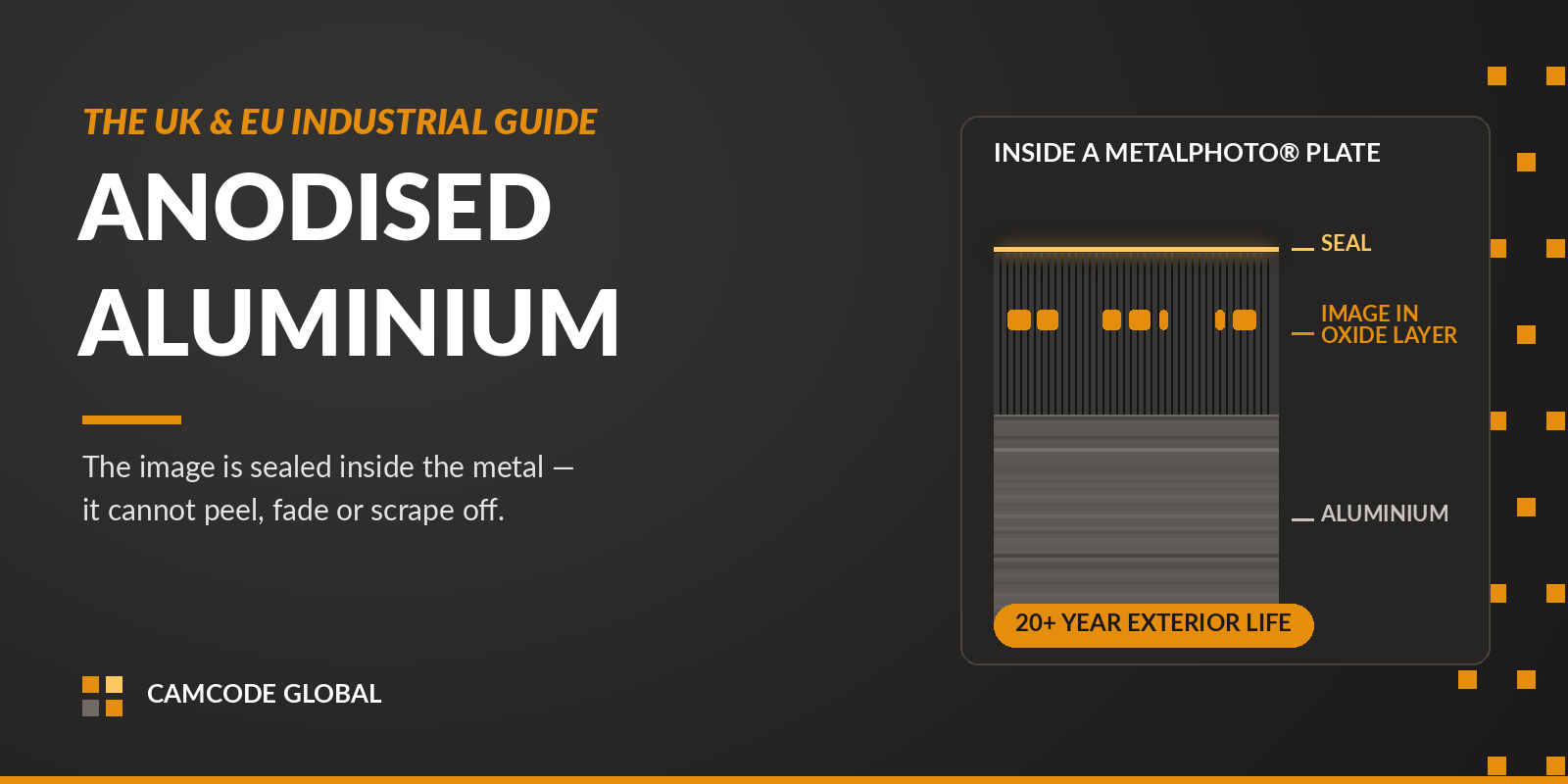
Your profile combines long service, exposure or compliance demands — exactly where a one-fit plate earns its keep. The image is sealed inside the anodised layer, will not photodegrade, and carries a 20+ year expected exterior life, so the plate is typically fitted once and never revisited.
A quality polyester label can serve mixed environments for several years. But its 3–7 year service life means at least one replacement cycle within your asset life — if access labour is meaningful, a durable plate often wins the lifetime comparison. Worth pricing both.
Short-life assets in benign indoor environments rarely justify a premium substrate. A permanent-adhesive polyester label (tamper-evident if needed) covers the requirement — spend your budget on register discipline instead.
The cost factors that will dominate your programme
Specifying an anodised plate: quick reference
| Decision | Typical UK / EU specification |
|---|---|
| Anodising type | Type II (sulphuric acid) for general outdoor industrial; Type III hard anodising for highly abrasive conditions |
| Oxide layer | Type II is normally 5–25 µm (20–25 µm for asset tagging); Type III typically 25–75 µm |
| Image method | Photosensitive emulsion (Metalphoto®) for high-density barcodes/text; engraving only for minimal content |
| Seal | Hot water or nickel acetate seal — closes the porous layer and traps the image sub-surface |
| Substrate thickness | 0.20 mm – 1.60 mm for asset ID plates |
| Attachment | PSA adhesive for most applications; rivets/screws for high-vibration or removable plates; rounded corners reduce snag damage |
How this guide works & sources used
The recommendation weighs your answers against the factors that determine label total cost of ownership: how many replacement cycles a substrate will go through during the asset’s life, the labour to access and re-identify the asset at each cycle, and the compliance regimes that narrow substrate choice. No pricing is shown because labour rates, volumes and specifications vary by programme.
Sources actually used:
• Metalphoto® — 20+ year expected exterior life (GG-P-455P weatherometer testing; MIL-STD-130 applications)
• BS ISO 55001:2024 — asset management system requirements
• Def Stan 05-132 — UK MOD UII marking (Camcode Global) / STANAG 4329
• EU MDR 2017/745 (UDI) / Falsified Medicines Directive 2011/62/EU
• Camcode Global UK / EU client onboarding experience
What Anodising Does
Anodising is an electrolytic process that thickens and structures the natural oxide layer that forms on aluminium to create a durable aluminium oxide layer. The basic anodising process involves:
- Cleaning and preparing the aluminium surface.
- Immersion of the aluminium in an electrolyte (often sulphuric acid).
- Passing a current through the aluminium and electrolyte where the aluminium acts as the anode.
- You end up with a porous aluminium oxide layer that is normally between 5-25 micrometres thick.
The anodised layer is actually part of the metal itself, rather than a separate layer on top like paint. That’s why you won’t find anodised aluminium chipping or peeling like painted or coated metals. The thickness, hardness and porosity of the layer determines what applications it is suitable for.
Why Anodised Aluminium Is Dominant in Industrial Identification
The hard anodised oxide layer provides five properties which directly map to requirements for asset identification solutions:
- Hardness. Anodised oxide used for asset identification plates (Type II) is typically 150-250 HV on the Vickers hardness scale. This hardness is far greater than paint/paint coatings powder coat or polymer based finishes, yet is harder than the aluminium substrate underneath. This hardness provides resilience against the surface abrasion, scratching and handling wear which degrade printed and polymer based labels in industrial environments. (Zintilon, GD Prototyping)
- Corrosion resistance. The chemically stable oxide layer performs well in marine, industrial and outdoor applications where bare aluminium (and many paints) would not.
- UV stability. Unlike many polymer based label finishes, the anodised layer will not photodegrade.
- Print absorption. Ink, dye, or photographic image is absorbed by the porous nature of the oxide layer. This is then sealed within the layer, creating a sub-surface image. Because it is sealed in the surface, it cannot be scraped or worn off.
- Dimensional stability. The oxide layer remains unchanged throughout normal industrial temperature ranges.
MIL-STD-130 is the US Department of Defense marking standard, and supplier test data gathered against it shows that correctly anodised and sealed aluminium ID plates remain readable for 20+ years in outdoor and industrial environments. UK and EU buyers won’t specify MIL-STD-130 directly, but the durability evidence it generates is widely used to support compliance with the nearest UK/EU equivalents, principally Def Stan 05-132 and NATO STANAG 2290 (as implemented via EN 9132). This is the life expectancy that defence, aerospace, rail and energy specs consistently specify.
Anodised Aluminium vs Other Identification Substrates
For UK/EU Asset ID programmes, the choices usually come down to:
- Anodised aluminium (including Metalphoto®): outdoor, marine, industrial duty. 10+ years’ life. Premium price.
- Premium polyester labels: indoor/outdoor short term. 3-7 year life. Reasonable price.
- Ceramic tags: paint-strip, shot-blast, chemical bath removal. Specialist price.
- Direct part marking (DPM): components which will be regularly refurbished. Specialist consideration.
- Engraved metal (non-anodised): legacy, not as durable as anodised.
When assessing total cost of ownership across a 10-year cycle, anodised aluminium will often be the lowest cost option for long-life serialised assets. The label itself is just one part of that cost: if a label fails in service the total replacement cost will include the technician time to find and re-identify the asset, ordering a new label, and any downtime or compliance risk while the asset goes unidentified.
According to the National Association of Graphic and Product Identification Manufacturers (GPI), a US trade association, its Industry Standards and Practices Manual finds that Metalphoto® photosensitive anodised aluminium substrate is the most durable printed aluminium substrate because it can withstand extreme environments and outdoor applications. GPI is a US body rather than a UK/EU standards organisation, but its durability findings are drawn from the same anodising and sealing process used on UK/EU-manufactured plates, so the conclusions transfer directly.
Whereas a polyester or polymer label might need replacing every 3-7 years when used in an outdoor industrial environment, a Metalphoto® anodised aluminium label has an expected exterior lifespan of 20+ years without fading or degradation. That means one anodised aluminium label will last the entire working life of the asset to which it is applied.
Anodising Variants Relevant to UK / EU Asset Identification
There are different types of anodising, and not all are created equal. It makes a difference which variant you choose:
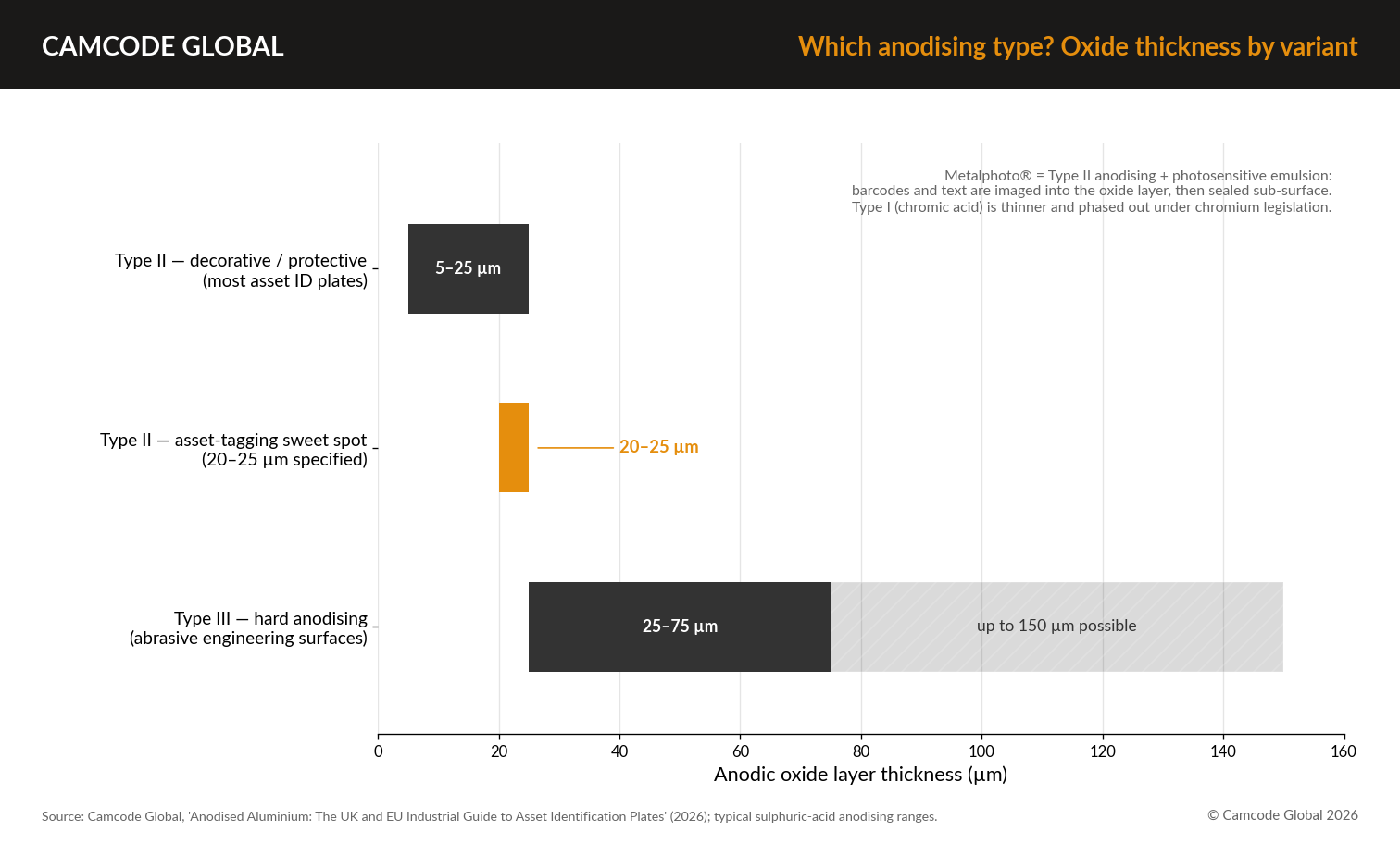
- Type II anodising (sulphuric acid, decorative / protective). This is what most architectural anodising will be. 5-25 micrometres thick.
- Type III anodising (sulphuric acid, hard anodising). A thicker, harder oxide layer is created. Typically 25-75 micrometres thick, depending on alloy and process parameters, but up to 150 micrometres is possible. This is used for engineering surfaces.
- Type I anodising (chromic acid). Thinner oxide layer, used for some aerospace applications. Phased out in favour of Type II due to chromium environmental legislation.
- Photosensitive anodised aluminium (Metalphoto®). Uses anodised aluminium with a photosensitive emulsion in the oxide layer, which allows photographic imaging of barcodes, text and graphics directly into the metal itself.
In asset identification, Type II anodising using a photosensitive emulsion (Metalphoto® being the most widely known commercial example) is the preferred process for outdoor industrial, marine and defence applications.
How to Specify Anodised Aluminium for an Asset Identification Programme
A practical specification framework for UK and EU procurement:
- Anodising type. Type II for general outdoor industrial; Type III for highly abrasive conditions.
- Layer thickness. 20-25 micrometres for standard asset tagging; 50+ micrometres for engineered surfaces.
- Image method. Photosensitive emulsion process (Metalphoto®) if the content to be added is high density; otherwise mechanical engraving if content is minimal such as simple text.
- Seal. Hot water seal or nickel acetate seal. The seal closes the porous structure and images are trapped inside.
- Thickness of the substrate. Usually 0.20 mm through to 1.60 mm thick for asset ID plates.
- Adhesive or mechanical attachment. PSA adhesive for most stuck on plates; mechanically fixed (rivets, screws) if susceptible to vibration or require removal.
- Edge treatment. Square cut edges are fine for most purposes; rounded corners will lessen snag and impact damage.
Common Procurement Pitfalls
Patterns we see across UK and EU procurement engagements:
- Requesting “anodised aluminium” without defining what type of anodising, thickness or seal you want can result in vast differences in quality between suppliers.
- Selecting a standard adhesive for outdoor /marine plates and realising 12 months down the line that the adhesive has failed whilst the plate itself hasn’t.
- Printing everything on the plate without reserving space for adding the full content set as defined by Def Stan 05-132, or the US DoD’s MIL-STD-130 (referenced where a programme has US supply-chain or NATO interoperability requirements), or EN 9132 (NSN + PN + CAGE + serial + DataMatrix).
- Selecting engraved aluminium as it is cheaper and realising the engraved information becomes unreadable with abrasion after 5 years.
Frequently Asked Questions
How does Metalphoto® differ from standard anodised aluminium?
Metalphoto® is photosensitive anodized aluminium. While Metalphoto is made from anodized aluminium, not all anodized aluminium will work with Metalphoto applications. We modify aluminium by adding a photographic emulsion to allow high-density graphics, barcodes and text to be imaged into the oxide layer.
Is anodised aluminium Def Stan 05-132 compliant?
Anodised aluminium plates are commonly used as a substrate to meet Def Stan 05-132, the UK Ministry of Defence identification plate standard. Metalphoto® plates also carry a wealth of durability evidence gathered under MIL-STD-130, the equivalent US Department of Defense standard; this US test data is not itself a UK requirement, but it is widely accepted by UK/EU assessors as supporting evidence because the underlying anodising and imaging process is identical.
Is anodised aluminium suitable for outdoor use in marine environments?
Absolutely. Correctly anodised and sealed aluminium plates are commonly used in marine applications, oil & gas industry and outdoor industrial environments. Bare aluminium suffers from localised pitting corrosion when exposed to chloride ions present in marine atmospheres; the anodised oxide layer, if of sufficient thickness and sealed properly, is far more resistant to chloride attack than most paint coatings. This is why sealing the anodised layer is such an important step: an unsealed anodic layer (or a very thin layer) will provide far less protection against chlorides.
How long does it take to produce custom anodised aluminium plates?
It depends on who you order from and how complex they are. For variable content, Metalphoto-style plates, around 2-3 weeks from signing off the final artwork would not be unreasonable in the UK/EU.
How are anodised aluminium plates attached?
Attachment methods for anodised aluminium plates include: PSA adhesives for most applications (the substrate is primed to adhere excellently to industrial adhesives); rivets or screws for high-vibration or removable applications; industrial adhesives (capable of withstanding high temperatures, chemical resistance to plasticisers, etc.) where the asset surface demands it.
How Camcode Global Supports Anodised Aluminium Identification
Camcode Global has been producing photosensitive anodised aluminium asset identification plates for many years. Camcode’s Metalphoto® plates are cited in UK MOD, NSPA and US DoD supplier specs, and our engineering team works to whichever framework applies to your programme, whether that’s Def Stan 05-132, NATO STANAG 2290, EN 9132 or MIL-STD-130 for US-linked contracts. Choosing the right anodising type, thickness, seal, image method and fixing is only the first step, however. Getting it right at scale, across thousands of serialised assets, is where most UK/EU programmes actually run into difficulty.
That’s why anodised aluminium specification sits inside a wider, structured process at Camcode Global rather than being sold as a standalone product. Our seven-step framework takes a programme from initial AIT consultation and marking-spec engineering, through data remediation and verification, product manufacture, on-site installation, data reporting, and on into asset life cycle management advisory, so the plate, the data behind it and the standard it needs to meet all stay aligned. See how our framework works.
This is also why organisations bring us in as consultants rather than just a plate supplier. Beyond the anodised aluminium plate itself, our teams advise on asset identification strategy, configuration management, supply chain integration and NATO interoperability, and help data-cleanse and reconcile the asset records that sit behind the label. See the results this process delivers.
We can guide you through the choice of anodising type, thickness, seal, image detail and fixings for any UK / EU asset marking programme, and, where useful, run that specification through our wider consulting process. Talk to a Camcode specialist about your anodised aluminium plate specification.



